


合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
超微量天平應用于高阻燃輻照交聯低煙無鹵聚烯烴制備
來源:趙嶺 瑞旭(河南)科技集團有限公司 瀏覽 171 次 發布時間:2024-07-19
隨著安全、環保要求的提高,低煙無鹵阻燃聚烯烴絕緣料憑著其低煙、無鹵環保的優勢在許多線纜產品中取代了傳統的PVC產品,在民用布電線產品中更是得到了廣泛的應用,而輻照交聯低煙無鹵聚烯烴絕緣料與熱塑性產品相比具有更高的耐溫等級,因此更是得到了線纜產品的青睞。
常規的低煙無鹵聚烯烴絕緣料產品,不論是熱塑性還是輻照交聯的均需滿足GB/T32129-2015的標準要求就可以。配方設計也較常規,均采用乙烯-醋酸乙烯酯共聚物、聚乙烯、改性聚乙烯、聚烯烴樹脂、三元乙丙橡膠等聚烯烴類樹脂為基體材料,添加大量的氫氧化鋁、氫氧化鎂等無機阻燃劑,再添加聚乙烯蠟、硅烷偶聯劑、硅酮母粒、硬脂酸鹽等加工助劑,經過密煉加雙階擠出機組塑化混合造粒而成。
在艦船、礦用等場合使用的電纜其性能有著特殊的要求,對于電纜護套材料不僅要有優良的物理機械性能,還要求有較高的阻燃性能,并對電纜材料具有一定的抗撕要求,因此提出一種高阻燃輻照交聯低煙無鹵聚烯烴及其制備方法。
高阻燃輻照交聯低煙無鹵聚烯烴配方比例:熱塑性基料:45~90﹪,阻燃劑:10~20﹪,抗氧化基料:0.2~0.4﹪,潤滑劑:0.1~0.2﹪,交聯劑:0.1~0.2﹪。
高阻燃輻照交聯低煙無鹵聚烯烴制備步驟:
步驟1:原料稱取,按組分配比通過微量天平稱取原料;
步驟2:均勻混料,將稱取好的原料各組分加入高速捏合機中混合均勻;
步驟3:密煉作業,將混合好的原料加入密煉機中進行密煉;
步驟4:擠出造粒,密煉后的原料轉入到雙螺桿擠出機熔融擠出,經切粒、冷卻得到輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子;
步驟5:取樣檢測,取樣輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子進行阻燃性能和抗撕性能檢測。
步驟6:規模化生產,根據檢測結果優化組分配比,進行規模化生產。
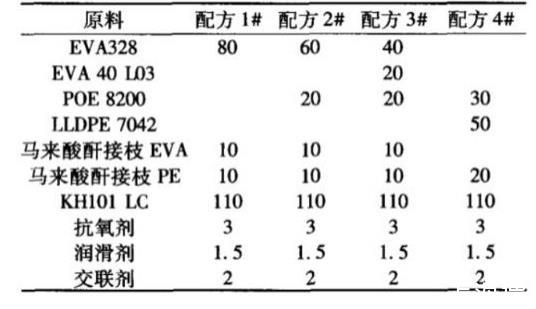
通過微量天平按照說明書附圖1中的配方1#、配方2#、配方3#和配方4#中的組分比例分別稱取A號原料、B號原料、C號原料和D號原料,然后將A號原料、B號原料、C號原料和D號原料分別加入加入高速捏合機中混合均勻制得A號混合原料、B號混合原料、C號混合原料和D號混合原料。
接著將A號混合原料、B號混合原料、C號混合原料和D號混合原料加入密煉機中進行密煉,制得A號密煉原料、B號密煉原料、C號密煉原料和D號密煉原料,接著將A號密煉原料、B號密煉原料、C號密煉原料和D號密煉原料轉入到雙螺桿擠出機熔融擠出并切粒冷卻得到A號低煙無鹵阻燃聚烯烴絕緣料粒子、B號低煙無鹵阻燃聚烯烴絕緣料粒子、C號低煙無鹵阻燃聚烯烴絕緣料粒子和D號低煙無鹵阻燃聚烯烴絕緣料粒子,
測試雙螺桿擠出機的溫度設置為:加料段135-140℃,混料段145-155℃,擠出造粒段160-170℃,機頭部分165-160℃,接著通過垂直燃燒試驗法對粒子進行輻照前的阻燃性能測試,耐撕裂性測試按照GB/T1040.3-2006測試和CQC1103-014附錄A進行測試,測得A號低煙無鹵阻燃聚烯烴絕緣料粒子、B號低煙無鹵阻燃聚烯烴絕緣料粒子、C號低煙無鹵阻燃聚烯烴絕緣料粒子和D號低煙無鹵阻燃聚烯烴絕緣料粒子的阻燃性能和耐撕裂性能。
接著將A號低煙無鹵阻燃聚烯烴絕緣料粒子、B號低煙無鹵阻燃聚烯烴絕緣料粒子、C號低煙無鹵阻燃聚烯烴絕緣料粒子和D號低煙無鹵阻燃聚烯烴絕緣料粒子分別放置到經電子加速器產生的電子線(β射線)照射,使粒子交聯得到A號輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子、B號輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子、C號輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子和D號輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子。
對A號輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子、B號輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子、C號輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子和D號輻照交聯低煙無鹵阻燃聚烯烴絕緣料粒子的阻燃性能和耐撕裂性能進行檢測,輻照后配方4#的耐撕裂強度明顯大于配方1#、配方2#、配方3#的耐撕裂強度。