


合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
基于表面張力理論分析激光熱應力彎折區形貌的影響因素及形成原因
來源:表面技術 瀏覽 70 次 發布時間:2024-08-22
目的針對激光熱應力成形彎折區增厚現象,揭示激光熱輸入、彎曲角度和成形機制對彎曲過程的影響,以及彎折區域形貌的演變規律,為提高激光熱應力成形彎折區域的形貌可控性提供參考。
方法
采用高速相機拍攝成形過程中熱輸入和彎曲角度對彎折區的宏/微觀形貌的作用效果,并采用共聚焦顯微鏡觀察試樣的宏觀形貌,采用光學顯微鏡分析微觀組織,通過維氏顯微硬度計測量彎折區附近材料的硬度分布情況,同時結合溫度場數值模擬和表面張力理論分析,揭示彎折區形貌的影響因素及形成機制。
結果
在低比能作用下,彎折區的熔融材料在激光掃描結束后快速凝固,并在掃描次數逐漸增加的過程中其表面逐漸隆起,并形成凸起狀形貌,表面粗糙度隨著掃描次數的增加呈現上升趨勢,由5.5μm增至37.6μm。在高比能作用下,熔融材料的流動性得到提升,并在表面張力的作用下充分鋪展,宏觀形貌由凸變平,最后呈現凹形形貌,表面粗糙度隨著掃描次數的增加呈現相反的變化趨勢,由31.7μm減至5.8μm。此外,在塑性成形過程中,熔池流動仍受到成形角兩側壁面的限制。硬度測試結果表明,激光熱應力成形彎折熔凝區域的硬度略高于基體的硬度,熱影響區的硬度比基體的硬度降低了40%。結論激光熱輸入、彎曲角度和成形機制會影響彎折區材料表面的擠壓、熔化、流動、凝固過程,以及材料內部的溫度梯度和界面表面張力,在這些因素的影響下彎折區域的輪廓形貌、成形粗糙度、顯微組織和硬度分布發生了變化。
本文通過分析激光熱應力成形彎折區的形貌演變過程,研究激光熱輸入、彎曲角度及成形機制對彎曲過程的影響,采用高速相機監測成形過程,分析彎折區宏觀形貌的變化規律。對比不同比能作用下掃描線上粗糙度的變化情況,并對彎折區周圍的顯微組織和硬度分布進行檢測。為了深入理解激光熱應力成形彎折區域形貌的形成過程,通過溫度場數值模擬和表面張力理論分析,揭示彎折區形貌的影響因素及形成原因。
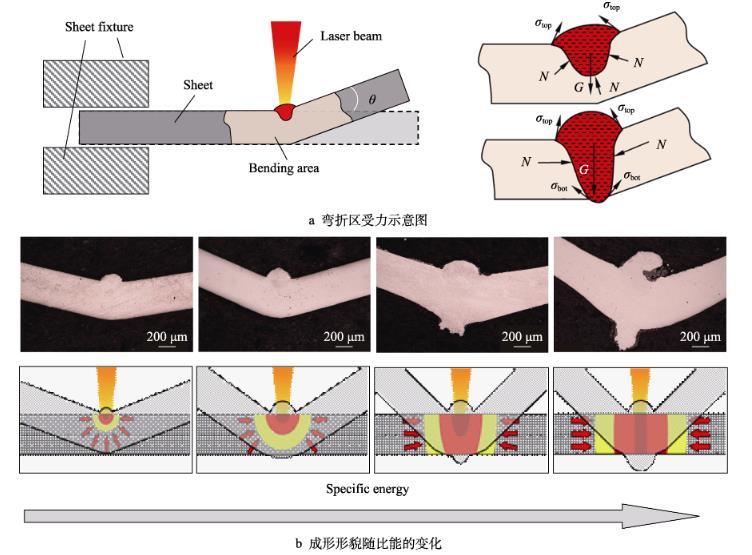
通過觀察激光熱應力成形過程中彎折處的形貌發現,激光熱輸入、彎曲角度和成形機制會影響彎折區材料表面的擠壓、熔化、流動和凝固過程,以及材料內部的溫度梯度和界面表面張力,這些影響導致彎折區域的輪廓形貌、粗糙度、顯微組織、硬度分布發生變化。在激光熱應力成形過程中,熔池的受力情況如圖1a所示。一方面,當比能較小且熔凝區僅存在金屬板上表面時,薄板彎折處的增厚主要受到左右兩側和下側冷端材料的約束作用,通過作用于上側材料,且上表面局部熔化的材料在頂端表面張力的作用下,形成了頂部凸起的形貌。同時,由于激光瞬態作用時間較短,熔融材料在激光掃描結束后快速凝固,并在掃描次數逐漸增加的過程中形成連續隆起的形貌,在彎折處形貌演變過程中粗糙度逐漸增大。在高比能下,薄板彎折處材料的熔化凝固和塑性變形受到左右兩側材料的橫向約束,該區域在左右兩側材料的擠壓下增厚。
同時,彎折區隨著掃描次數的增加存在持續不斷的熱積累,且激光作用區域整體軟化,較大的彎曲角度限制了頂部熔池的鋪展,材料的流動性增強,從而在掃描結束后形成更加光滑的表面形態。此外,隨著熱輸入的變化,激光作用于薄板后,熱傳導方向由底部傳導轉變為向兩側傳導,相應作用機制從TGM轉變為BM,薄板因屈曲產生失穩。隨著輸入能量的增加,UM作用效應越顯著,如圖1b所示。
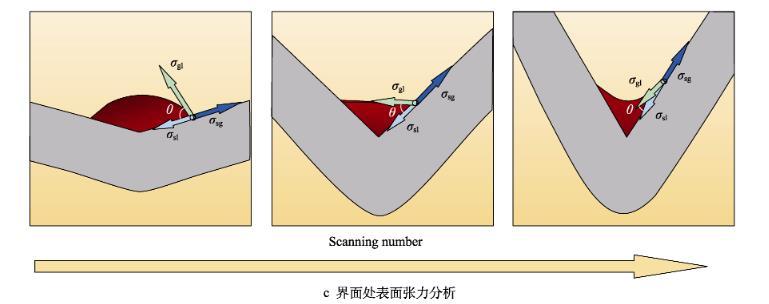
另一方面,材料內部的溫度梯度和界面表面張力亦會導致彎折區的形貌發生改變。通過觀測不同比能和掃描次數下薄板彎折區的成形狀態發現,在高比能、多次掃描下,彎折區界面的形貌由凸向凹演變,潤濕角顯著降低,如圖1c所示。可見,比能和掃描次數是造成形貌發生變化的重要因素,最終通過影響熔池的表面張力和溫度梯度,進而影響彎折區的宏觀形貌。
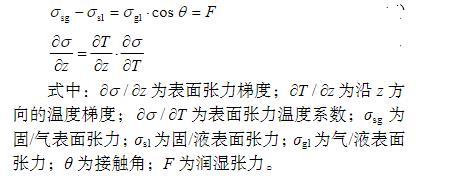
通過對成形過程彎折區域材料的溫度梯度和界面表面張力進行分析可知,激光熱應力成形界面處的表面張力與潤濕角θ的關系可用楊氏方程表示,見式(1)。在成形結束后,界面表面張力的矢量和為零,同時熔凝層表面張力與溫度梯度存在如式(2)所示的關系。
對不同比能和掃描次數下的304薄板進行了溫度場數值模擬(以5次掃描為例)。根據模擬結果,在不同比能作用下,掃描線中點區域的溫度場分布存在顯著差異。在比能較低時,激光能量集中在薄板表面,在熱傳導和冷卻作用下,多次掃描過程中的熱積累較少,在5次掃描過程中,薄板中點的峰值溫度變化量為17.9℃。相較之下,在高比能、多次掃描作用下,薄板存在嚴重的熱積累,薄板中點的峰值溫度變化量為87.3℃,另外,對激光作用中點沿厚度方向的溫度梯度變化情況進行了分析,與高比能相比,在低比能作用下薄板的溫度梯度更大,且隨著掃描次數的增加和比能的減小,溫度梯度不斷減小。由于表面張力溫度系數通常取為定值,故由式(1)可知,當薄板表面溫度梯度減小時,氣/液界面的表面張力也減小,潤濕角θ減小。
文中考慮了基體熔化情況下的激光熱應力成形,對比分析了不同比能作用下成形后材料的組織差異。國內外學者也對激光熱應力成形中表面熔化時的薄板組織進行了研究,結果表明,其板材上部區域存在等軸胞狀晶粒,而結合區存在定向生長的枝晶,這與本文的研究結果相符。在硬度分布方面,燕京理工學院宮喚春等對鎂合金成形后的硬度分布進行了分析研究,其結果與本研究在高比能情況下的結果相符。在低比能作用下,由于熱影響區分布存在不同,其硬度分布與高比能作用相比存在明顯差異。隨著激光熱應力成形比能的變化,在熱傳導、熔化、凝固等因素的影響下,材料的形貌和組織也會發生變化,進而影響其力學性能,因而在分析激光熱應力成形過程中需充分考慮比能的影響。
結論
激光熱輸入、彎曲角度和成形機制是造成彎折區粗糙度和形貌發生變化的重要因素。隨著比能的增長和掃描次數的增加,彎折區材料的流動性得到增強。在塑性變形過程中,較大的成形角壁面限制了熔融材料的鋪展,降低了彎折區域的粗糙度。此外,彎折區域頂部的表面張力減小,導致潤濕角減小,促進了材料的平滑鋪展,使得彎折區的宏觀形貌從凸形逐漸過渡到平坦,最終轉變為凹形。